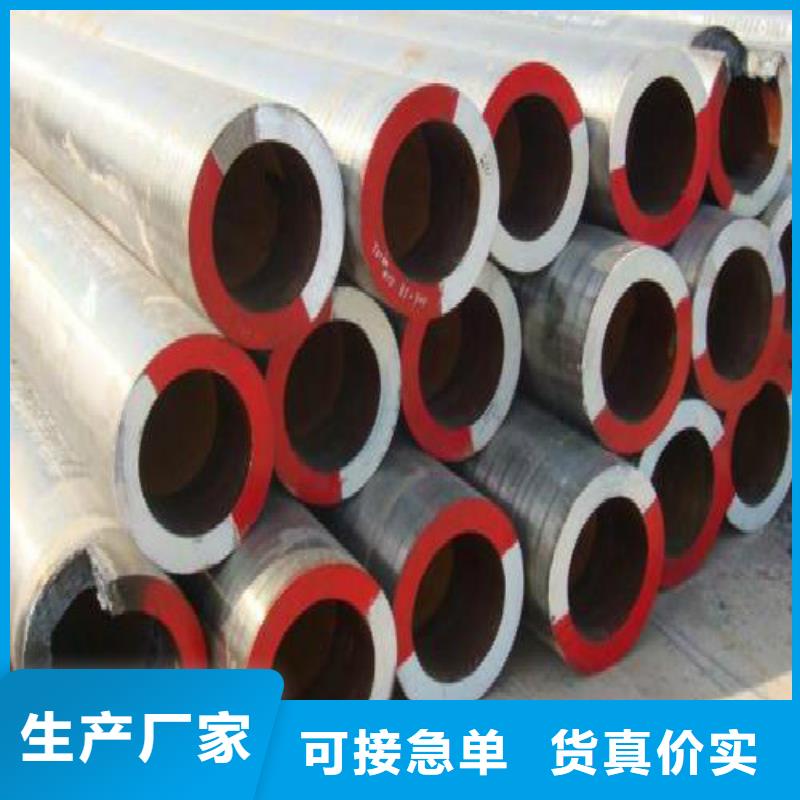
以下是:无缝钢管【焊管】快速物流发货的产品参数
| 产品参数 |
|---|
| 产品价格 | 292 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
以下是:无缝钢管【焊管】快速物流发货的图文视频
无缝钢管【焊管】快速物流发货,万弗莱钢有限公司为您提供无缝钢管【焊管】快速物流发货,联系人:付涛,电话:022-58789990、15900333356,QQ:1580111377,请联系万弗莱钢有限公司,发货地:天津大邱庄开发区发货到黑龙江省 鹤岗市 向阳区、工农区、萝北县、绥滨县。 黑龙江省,鹤岗市 2022年,鹤岗市实现地区生产总值409.2亿元,人均可支配收入47034元。
一分钟的时间,对于了解我们的无缝钢管【焊管】快速物流发货产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
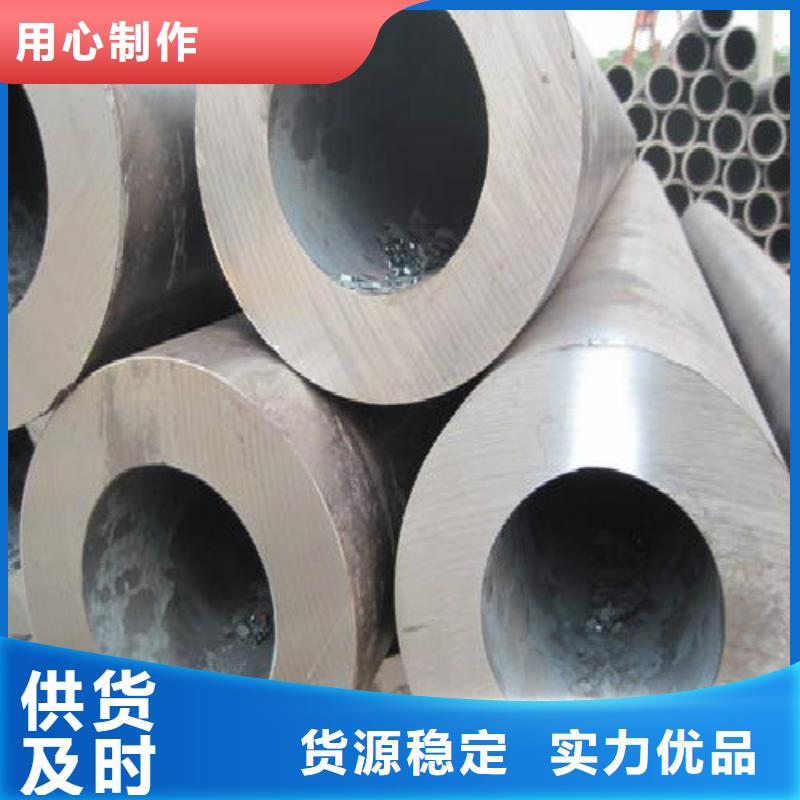
以下是:无缝钢管【焊管】快速物流发货的图文介绍
钢管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
无缝管厂轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由无缝管厂定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
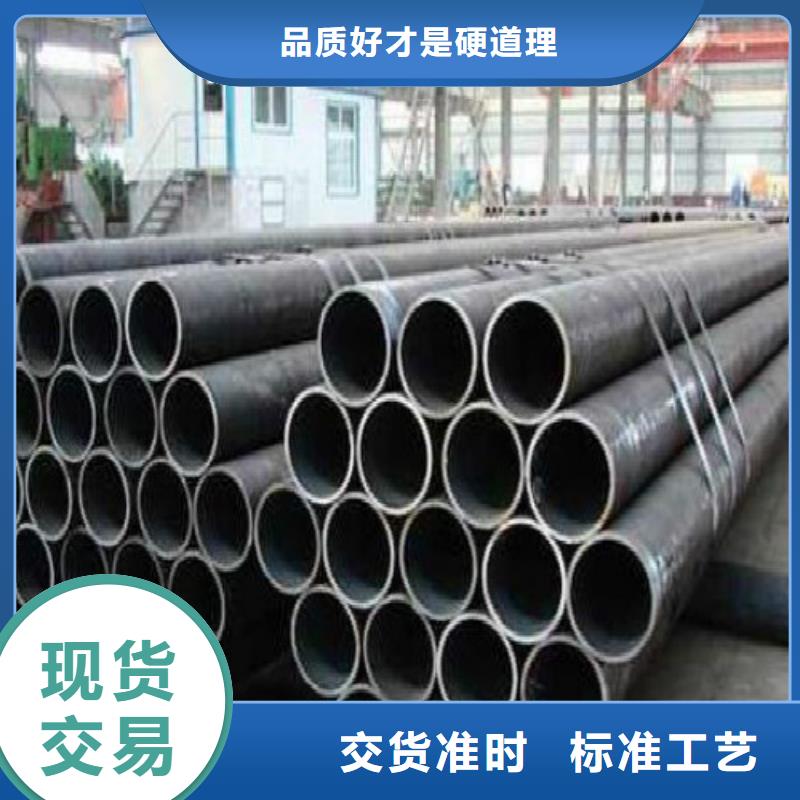
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。



我公司始终坚持“质量 ,用户至上”的原则,认真对待每一项合作,材质、规格、质量能够完全满足用户的要求,是我们的 愿望。让所有的火力发电企业及火电施工企业感到非常满意、周到!大口径厚壁焊管包括大口径直缝厚壁焊管和大口径螺旋厚壁钢管,大口径直缝厚壁钢管的主要执行标准GB/T3091-2008、GB/T9711.1-1997、API 5L标准 。
大口径螺旋厚壁钢管国内的主要依据的标准GB/T5037 ,国外的为API 5L标准 。大口径螺旋厚壁焊管的生产流程带钢——检验——剪切——定尺——定性——焊接——磨平(无缝化)——定尺——检验。大口径直缝厚壁焊管的主要流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验。大口径厚壁焊管采用的埋弧焊技术具有焊缝质量高、生产效率高、无弧光及烟尘很少的特点。主要应用于压力容器、管件制造、梁柱、低压流体、钢结构工程。公司占地80亩,厂房面积1.5万平方米,拥有固定资产8000万元,是大型直缝焊管生产企业之一,座落于中国 的钢管生产地-聊城,常年生产销售直缝焊管,Q345B焊管,大口径厚壁直缝焊管,大口径薄壁焊管,直缝焊管生产厂家。地理位置得天独厚,交通运输极为方便。总占地面积30万平方米,公司有专业的高级技工、技师、生产和产品检验人员270人,拥有3条国内先进的螺旋双面埋弧焊钢管生产线,3条热轧热扩无缝钢管生产线,2条大口径钢管生产线。其主导产品是:Φ219mm-Φ3220mm,壁厚5mm-60mm的螺旋双面埋弧焊钢管;Φ16mm-Φ820mm,壁厚2mm-50mm 的热轧热扩无缝钢管。Φ400mm-Φ3600mm,壁厚6mm-120mm 的大口径钢管;产品销往全国28个省、市、自治区,并出口东南亚和中东等 和地区。产品执行API SPEC 5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162等标准。
螺旋钢管全部采用当今先进的生产设备及美国林肯自动买弧焊机,并配备了在线数字超声波探伤仪、静水压试验机、X射线实时成像机等完备的质检仪器流动资金4000万元。现有员工120人,其中各类技术、经济职称的专业人员46人。公司现有JCOE直缝埋弧焊钢管生产线,生产各种规格钢管,年综合产能1.8万吨,产品广泛应用于大型钢结构建筑、机场、火车站无站台雨棚(钢管混凝土、管桩、管桁架结构等)、输送管道和机械制辊等领域。



万弗莱钢有限公司将不断提高自身的本领,用更好的技术理念,合理的 黑龙江鹤岗螺旋产品建议,优惠的价格来回报所有的客户,更期待在接下来的工作中,能有幸和更多的客户建立良好的合作关系,携手并进,共创美好的未来,热烈欢迎您的来电!



冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。



无缝钢管【焊管】快速物流发货,万弗莱钢有限公司为您提供无缝钢管【焊管】快速物流发货的资讯,联系人:付涛,电话:022-58789990、15900333356,QQ:1580111377,发货地:大邱庄开发区。