



螺旋管09CuPCrNiA钢管老品牌厂家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:螺旋管09CuPCrNiA钢管老品牌厂家的图文介绍
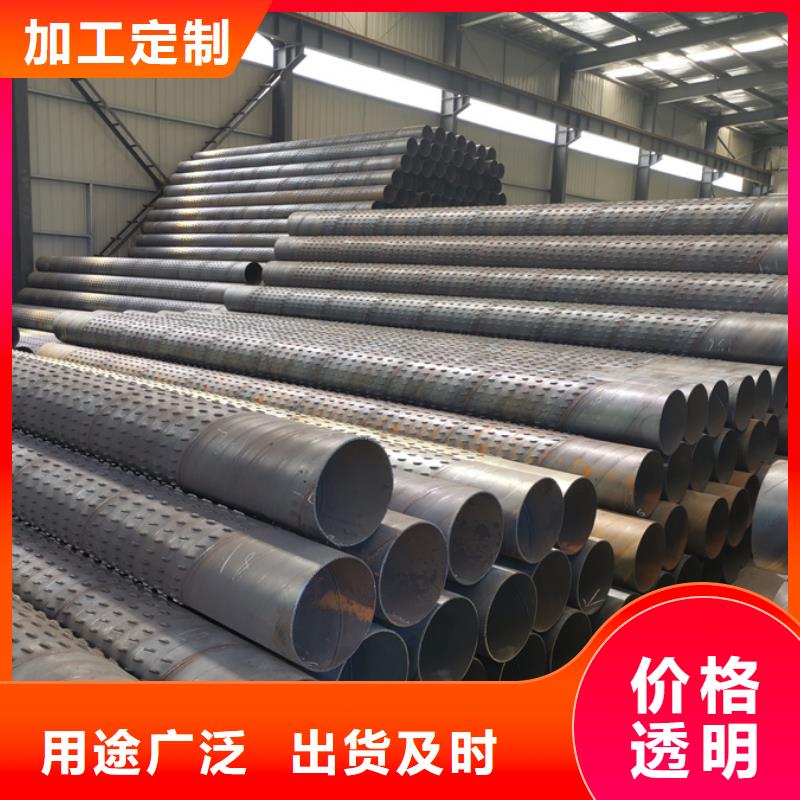
辊轮的安装斜度是可阔节的,通常安装倾斜角度小于45°。这种斜装辊轮承担着螺旋钢管前 进速度和旋转速度的双重作用。因此,螺旋钢管厂家在调节任何种速度时必须 兼顾另种速度的变化。它是在传送辊道上平行于钢管前方向安装若干对辊轮。每对辊轮中只为主动辊轮,另只为被 辊轮。主动辊轮表面加工有斜齿,当其转动时与钢管接触处产生寒力,带动螺旋钢管旋转。 螺旋钢管的全称即是螺旋缝双面埋弧焊钢管,螺旋管的生产工艺与他的名字一样,是以宽度1000mm以下的带钢、或者宽度1000mm-15000mm之间的卷板为原材料,在螺旋管生产设备中以螺旋缝双面埋弧焊的形式成型,根据客户的需求来截取相应的长度,如果长度无要求一般长度以6米/支或者12米/支截取。


目前针对云南怒江大口径螺旋管市场供求情况有行业分析人表示,我国螺旋钢管市场需求增长弱化,行业流通集约化程度低,流通成本居高不下,行业风险日益加大。产能过剩态势相当严峻。近年来,为提高双面埋弧焊螺旋焊管整体技术水平,我国制定一系列产业发展政策。进而推进结构调整,改善产业布局,发展循环经济,降低物耗能耗,重视环境保护,提高企业综合竞争力,实现产业升级,以指导广大螺旋钢管厂家稳步发展。 云南怒江大口径螺旋管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。



虽然铁和镍物理化学性能相近,又有无限固溶的冶金互容性,但各自加上不同的合金元素,则变成不锈钢和高温合金后,其物理性能又不相同,云南怒江16mn螺旋管厂家其组合后的熔焊焊接性就不是太好,略为复杂,但仍然属于没有特殊困难的异种金属焊接。奥氏体型不锈钢同种金属焊接有优良的焊接方法适应性,几乎所有的熔焊方法都可擦焊等可以很好地适应;镍基高温合金同种金属焊接的对高能束等离子弧焊电子束焊和激光焊等及压焊的焊接适应性同样良好,但弧焊方法的适应性较差。其原因之一是镍基高温合金热强性高塑性差以及熔透性差,相同焊接条件下高温合金的熔池液态金属流动性差,熔深只有不锈钢的即使采用大电流高热输入,也不能增加熔深,只能使接头过热晶粒粗大导致热裂纹发生。因此,镍基高温合金从防止热裂纹产生的措施应是采用低热输入小电流的焊接热源,减小过热区高温停留时间,避免晶粒长大导致热裂纹的产生。焊条电弧焊焊及埋弧焊均因为电弧功率太大,而且热输入不可控,所以镍基高温合金的焊接很难采用。



苏沪金属制品有限公司的产品以合理的价格,【云南怒江NDH型钢】产品质量及优良的售后服务,深受客户欢迎。【云南怒江NDH型钢】价格合理,欢迎来电洽谈订购 。
我们的宗旨:人有我优。
经营理念: 让利多销,培养忠实客户群体。
经营宗旨: 售前当好参谋,售后搞好服务。
质量目标: 不断完善自我,满足客户需求。



采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 云南怒江防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。


